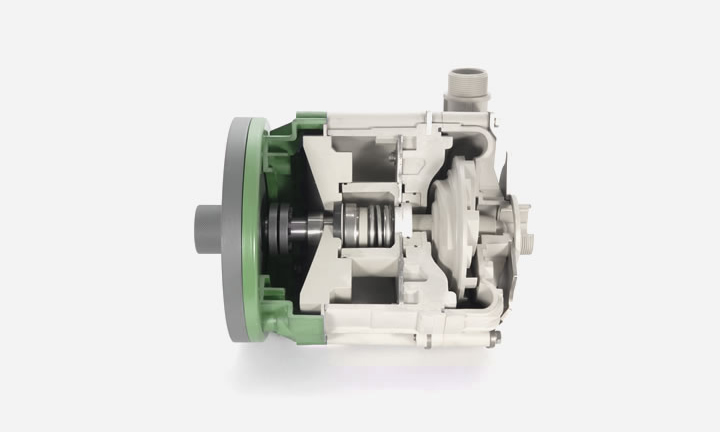
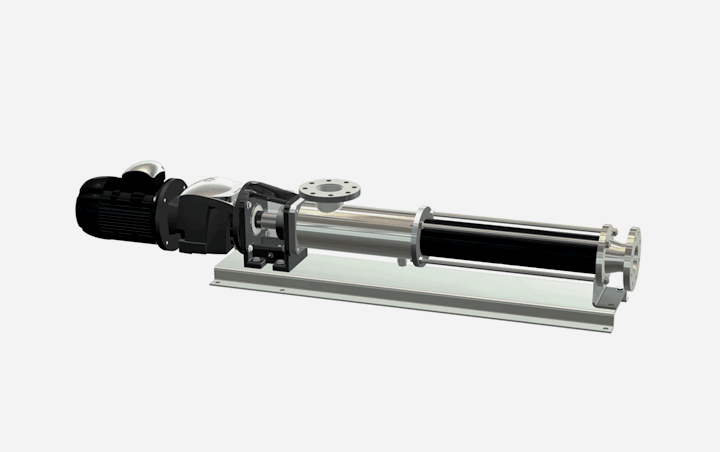
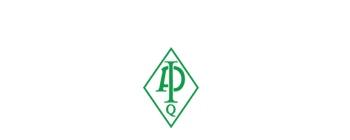
Hidra Range
New sizes
Launching new sizes! Up to 14.000 l/h and 7 bar.
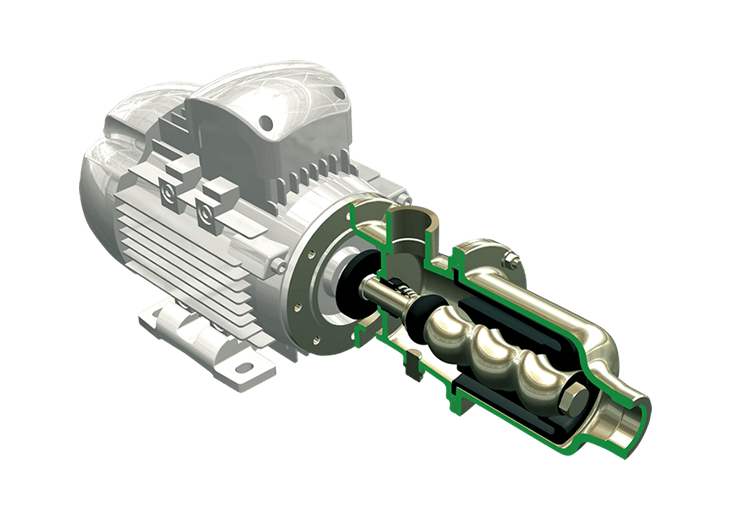
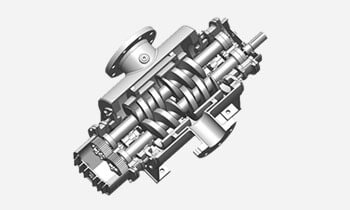
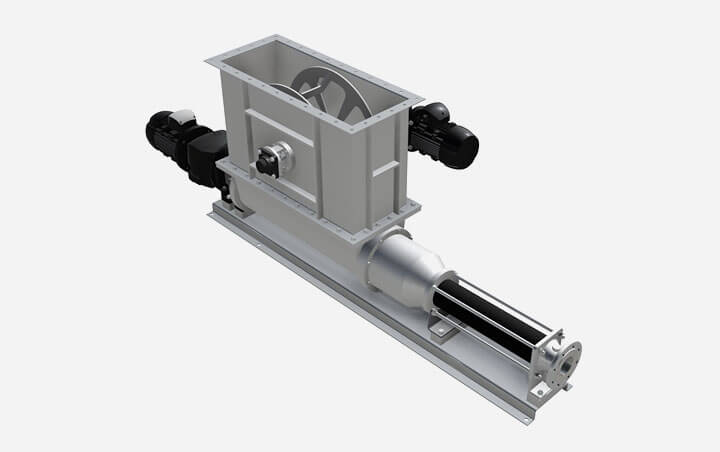
Triton Range
High dryness products
Protected Joint parts to avoid exposure to product. Modular configuration fixed with four screws to ease maintenance.
High mechanical resistance
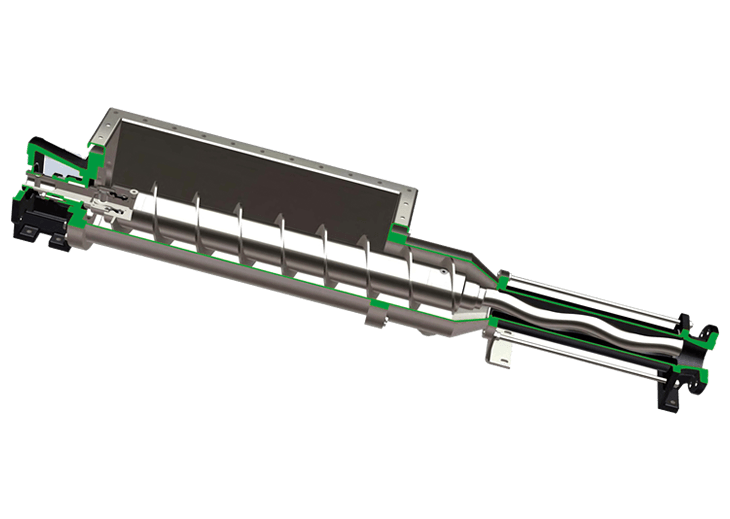
Patented joint
Includes wear-resistant coupling rod bush as standard. This reduces the need to replace more expensive parts such as: coupling rods, shafts and rotors.
Wireless control panel
Frequency converter WIFI
Installed on the terminal box with wireless remote control panel.

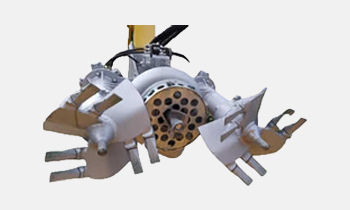
The innovative manufacturing technology and range rationalization according to the starting torque have resulted in the development of a competitive range of Helical Pumps made up of the highest Quality components.

High mechanical and volumetric effiency
The new design of all parts has reached a pump range with higher performance.

Patented joint® due to its tested longer-life parts. Stainless Steel rotor with hardening treatment.

Oversized inspection cover as standard, in cast iron GG25 and in stainless steel CF8; modular bearing housing, reinforced gear reducer bearings, frequency converter WIFI.

Discover all the options our Helical Pump range offers to meet most industries needs.
Would you like to receive more information about our products?
Contact now our Technical Office for any enquiry