Main applications: High density fluids, high solid concentrations, abrasive materials or heavy mixtures.
Quarries: sand and gravel extraction. Water tank cleaning. The extraction cost per cubic meter is lower than using traditional dredging procedures regardless of the application depth thanks to its compact and efficient dredging system design including dredging pumps.
Environment: we stock a variety of systems that can safely dredge toxic and mineral waste dangerous to the surrounding environment. These control systems monitor pollution levels in the water and can be operated remotely for enhanced operator safety.
Dredging: dams (to optimize their capacity), irrigation channels, rivers, lakes, docks. Maintenance of ports and marinas (entrance channel and mooring points). Recovery and adaptation of beaches and bays. Barge and pontoon emptying.
Industry: cleaning of basins in the chemical and food industries (re-establishing the capacity of tomato washing basins, vegetable water basins), paper mill, dredging of husks generated in the rolling of steel, steel mill. Slags, oil residues, tars, industrial residues and sludge.
Mining: dredging extraction of gold and diamonds in river mining, dredging of tailings (both for safety and to reprocess materials avoiding the cost of grinding again), dredging of extraction area, dredging of ponds settled at the bottom of mines of hard rock extraction, dredging of mill sludge that falls into the trenches without stopping the process. Coal ash sedimentation tank dredging. Sand and arid extraction in rivers and quarries.
Construction: preparation and transport of bentonite. Recovery of concrete drawers. Transport of mud, sand and gravel from tunnel construction.
High depths in the high seas: foundation of pylons in the high seas, recovery of sands to avoid erosion in beaches / filling of geotubes. Installation of oil pipelines, underwater pipelines, pipes, cables. Marine rescue.

Quarries: Sand and gravel extraction
Sand, gravel and other aggregates require equipment that can handle high solid concentrations and deliver them to large distances.
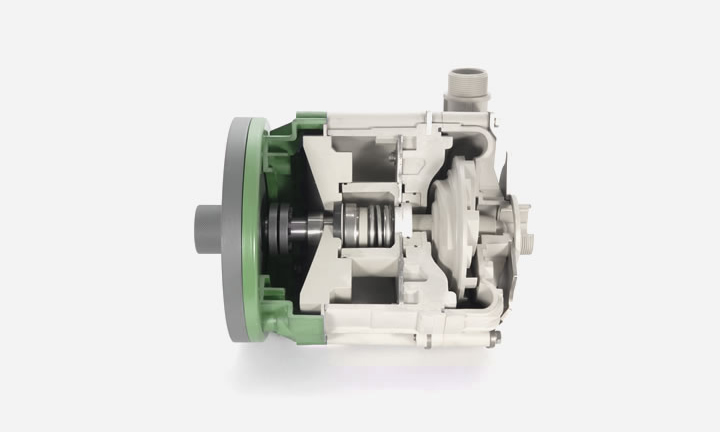
Our pumps increase plant productivity. They also cut costs. Tecamyser® range of dredging pumps and dredgers pump up to 4000 m3 per hour of mixture with high solid concentrations of up to 60% (by weight).
Our dredging pumps are compact and efficient regardless of the operation depth to ensure the lowest operational costs.

Environment
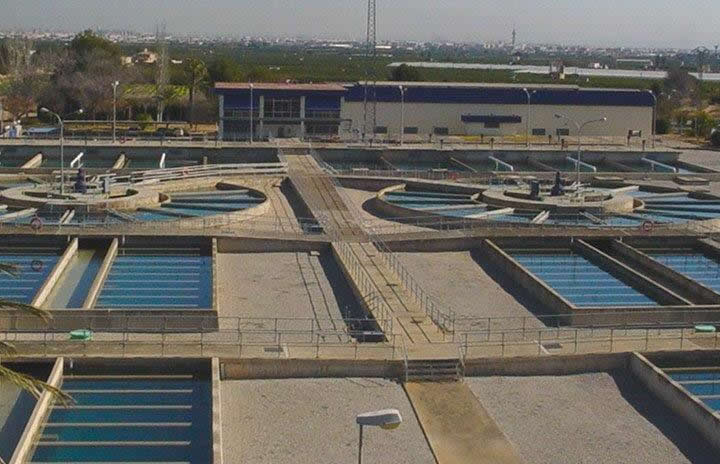
Dredging of sedimentation basins from solid waste treatment plants.
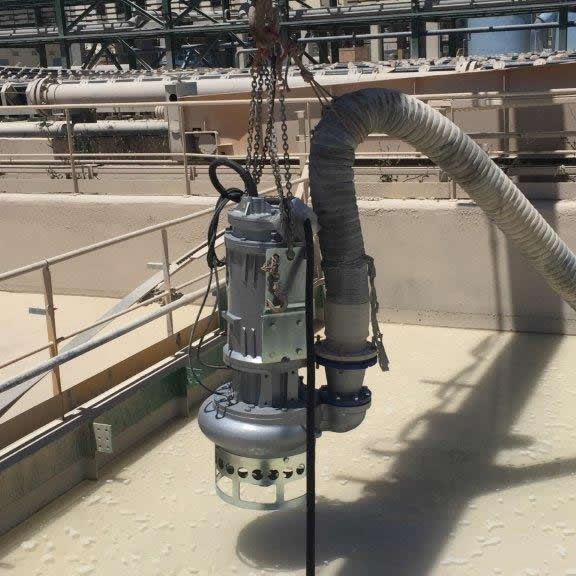
Filtering sands regeneration. Silica sand pond dredging to filter the water in Water Treatment Stations, case study. Homogenization and mixtures pumping.
Dam and lake maintenance
The dredging of hydropower dams requires equipment that can safely work in the deepest depths while maintaining high solid concentrations.
The critical feature in dam maintenance is to ensure the dam continues to operate without any interruptions. During the discharge of hydropower dams, cleaning of the discharge valves and coarser solids near the dams walls, is often required.
In both cases, turbidity is also a major concern. This water often passes through towns and adjacent areas.
Dragflow pumps and DRH dredgers have been specifically designed for these high depth applications. They provide unbeatable productivity by offering compact equipment with low capital and operational costs while at the same time ensuring an environmentally friendly operation able to mitigate turbidity and other risk factors.

River and canal dredging
Maintenance operations in rivers and canals often require several equipment and technologies working together for the best results.
This can include shallow and deep-water dredging, preparatory work in surrounding land, vegetation control and more.
Dragflow range includes dredgers and pumps that can handle all fronts.
Some of our systems are interchangeable between the dredging pump and other hydraulic tools to achieve a multi-purpose solution.

Harbour maintenance
Ports, harbours and shipyards require regular maintenance to ensure their on-going operations. This includes regular dredging of access waterways.
Our pumps can be the ideal solution to reach places with difficult access other dredging technologies cannot reach.
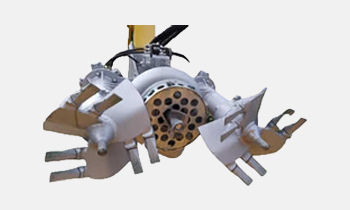
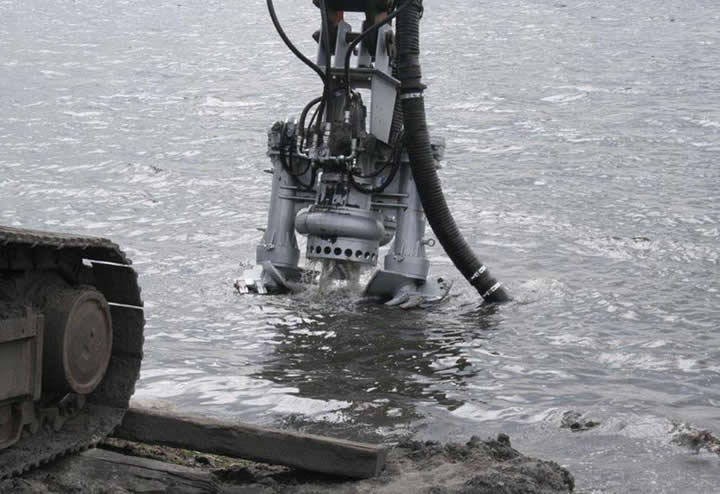
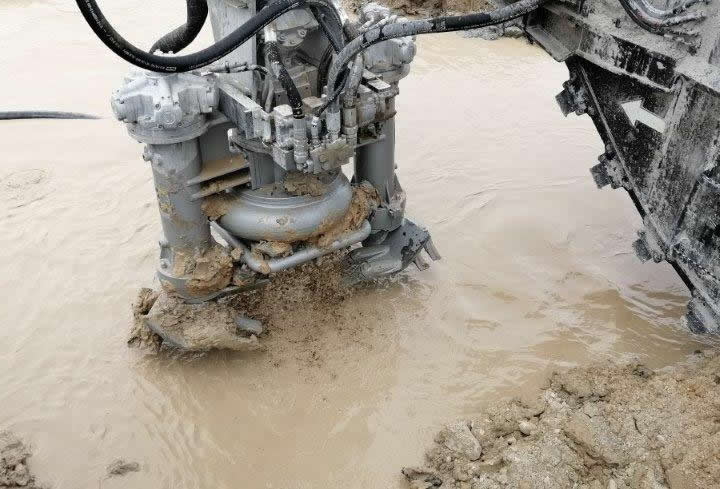
Installing our dredging pumps in a digger offers greater flexibility.

Beach replenishment
Erosion plays an important role in shaping beaches and other coastal areas.
Dredging pumps have been a key element in beach replenishment projects. Their compact format allows great mobility and flexibility to intervene across the beaches.
The higher solid concentrations moved by Tecamyser® dredging pumps cut costs and increase efficiencies as our pumps can retrieve sand at any depth and from any point offshore.

Barge offloading
Some dredging interventions require loading the discharged solids onto a hopper barge to take it to its final discharge destination. During this journey, the load often loses most of its moisture and becomes compacted on the hopper barge.
Tecamyser® Dragflow pumps range efficiently perform both jobs at the same time. They break the compacted load and dilute it into a homogeneous slurry with high solid concentrations that the pump takes to its final disposal area. Unloading a barge has never been easier.

Steel plants
The steel industry generates an enormous amount of waste. It is estimated that each ton of steel generates 0.3 tons of waste.
In the lamination process, the solid waste mixes with water and ends up in large sedimentation basins. These ponds require constant maintenance to keep them at an optimum maximum capacity.
Dragflow pumps handle the high-density inherent to the steel waste, as well as resisting the increased abrasion produced by these particles.
Small remote-control dredgers can be used to dredge entire basins while smaller stand-alone pumps can be used to maintain sumps and other sediment containment structures.
Pulp and paper industry
The paper industry is one of the most resource-intensive industries around. It is estimated that for each ton of paper, 0.11 tons of waste are generated, and 54 cubic meters of water are needed.
Dragflow pumps have been present in this industry for several decades providing the paper industry with reliable equipment that can manage sludge around the plant and maintain maximum containment capacity.

Coal industry
Coal is still widely used for both power generation and coke manufacturing.
In coal preparation plants, the coal from the mines is separated from the gangue minerals through different processes that include the addition of water.
The water and sediments from this process are then transported into sedimentation basins that require constant maintenance to maintain full capacity. Coal used for power generation plants is burned in incinerators to create heat and power the turbines. The different ashes (coarse ash and fly ash) from the burnt coal are collected in different basins.
Dragflow has been providing solutions for the coal industry since the 1980s, from the coal mine all the way to the fly ash ponds in the power generation plants. Our pumps and dredges are designed to withstand these aggressive environments and provide excellent results.

Oil refineries
Coke fuel plants heat coal in the absence of air to obtain the final product through a destructive distillation process. The next stage of the process involves water jets that cut the coke into smaller particles. Coarser particles are taken as final product while remaining fines mixed with water are taken into sedimentation areas. Dragflow pumps are the perfect solution for these applications, managing the highly abrasive coke cuttings at high temperatures into the final disposal area to maintain tank capacity at a maximum.
Chemical plants
Chemical processes involving water require the used water to be treated once the process has been completed. The water used in a large percentage of chemical applications contains suspended solids and is left with varying pH levels from acid to alkaline depending on the application.
Dragflow pumps and remote-control dredgers are the perfect solution for these hazardous applications since they do not require any operators on-board.
The entire dredging operation is carried out remotely or automatically with the little or no external intervention from the operator, making it the safest option for corrosive environments with settled solids.

Food industry
Food products are thoroughly washed before leaving the preparation plant. This can leave a large amount of soil and other solid waste that must be managed inside the plant to ensure a continuous operation.
Dragflow pumps and dredgers are compact enough to be placed directly into the tanks or ponds for a quick and efficient clean-up. Large solid concentrations in the pump output also help reduce the total project costs and project duration.
Oil sands
The oil sands industry is mostly located in Canada and is a demanding application requiring special equipment to remove layers of bitumen that are buried in the sand.
Dragflow has been developing solutions for the oil sands industry for several decades and has available in its product range a variety of systems that can assist you in completing your project.
Be it a complete dredge for an application in MFT (Mature Fine Tailings), or an excavator-mounted dredging pump for extracting the bitumen from the dredging area, Tecamyser® can assist in the development of complete solutions to fulfil your project requirements.

Reclamation of tailings
Mining operations, regardless of their separation method, produce an incredible amount of solid waste, also known as mining tailings.
These tailings are stored in very large tailing dams that need to be properly designed and maintained to avoid safety hazards and keep the plant in optimal operation conditions.
Tecamyser® Dragflow range has been providing custom solutions to the mining sector to manage their tailings for over 30 years.
Being able to reclaim the tailings as a continuous influx of high solid concentration slurry provides a world of options to the mines.
The tailings can be used for reprocessing in order to obtain further value from the minerals; they can also be used for backfilling in paste plants to shut underground mine tunnels or can simply be relocated to guarantee the maximum capacity of the tailing dams and safety of the operation as a whole.
Mill sump clean-up
Ball, rod and SAG mills are designed with Mill trenches under them in order to collect any material that falls from the circuit.
Besides the raw mineral itself, in these sumps it is possible to find mill balls, rod shards and other hard materials that may fall from the mill.
The mill trenches then collect all these solids and require a structured maintenance in order to avoid overfill and loss of operability.
Tecamyser® Dragflow electric pumps have been the go-to solution for the mining sector in these cases, replacing the standard loader approach used in the mines, greatly reducing their operational costs, need of operators and project completion time.

Underground mine shaft clean-up
In underground mines, water drains through the different levels and goes into shaft-bottom dams.
These small dams collect water with all the sediments that it has dragged in from the mine and eventually will require maintenance to restore their capacity.
Tecamyser® Dragflow, through its electric submersible pump range has been solving this issue for maintenance managers worldwide.
These compact solutions are ideal for these applications since they can fit even in the smallest areas and get them cleaned. The high solid concentration coming from the pump also reduces the operational time and overall costs.

Corrosive applications
In lixiviation circuits, where acid is used to dissolve valuable minerals and separate them from the gangue or waste, the pH of the application is usually between 2 and 3, or even lower.
Besides the acidity, these mixtures also contain abrasive solids remaining from the process, making it a complicated mixture to pump with standard equipment, presenting both abrasion and corrosion components.
Tecamyser® Dragflow acid-proof pumps are made in CD3MN duplex stainless steel in order to provide the best resistance to both risk factors. This duplex alloy has a far better corrosion resistance than the more common CD4MCu. This addition to our range allows us to operate in virtually any application out there.

Trenching operations
Submarine wires and pipelines are usually placed inside a trench in the bottom of the sea.
The trench is basically an underwater excavated channel where the cable or pipeline is placed and then covered with protective material.
Tecamyser® ofrece soluciones personalizadas para este tipo de operaciones con profundidades de hasta 500m, ofreciendo soluciones también para el mantenimiento de éstas, así como de otras estructuras submarinas.
Tecamyser® provides bespoke solutions for these interventions up-to 500 metre depths. These solutions help maintain trenches and other submarine structures.

Windfarm mono pile foundation
Offshore wind energy is becoming more and more important for our society as we move into greener energy.
When placing wind turbines offshore, it is mandatory to create a reliable foundation for these offshore monsters to support them in place.
Offshore equipment must endure the extreme pressures found at great depths while at the same time performing precise jobs under some of the tightest safety standards in the world. Dragflow offshore division have designed and deployed custom solutions for offshore foundation dredging with some of the biggest energy contractors worldwide.

Tunnelling
When tunnelling, a large number of cuttings are produced from the drill face. Given the nature of tunnelling, this waste is usually mixed with water and treated as a pulp.
This creates the need to have a solution in place that can efficiently pump the denser cuttings that dewatering pumps can’t manage, out of the work area to keep the tunnel free.
Compact and reliable solutions such as the electric pump range can be the perfect solution for this application.

Foundation bentonite recycling
When large trenches are dug in construction sites, it is imperative that the walls of the trench itself do not collapse and close the work site. Bentonite is a mixture of clay and water that due to its physical properties creates a support layer for these trenches avoiding their collapse.
Bentonite is pumped into the trenches to keep the walls firm but as it mixes with the soil, it loses its physical properties and its ability to support the walls.
It is then necessary to keep the bentonite clean and circulating into the trench. The used bentonite is pumped out using one of the Tecamyser® Dragflow pumps. It pumps into a filter that then returns the clean bentonite into the shaft, providing the required support to the walls.



Would you like to receive more information about our products?
Contact now our Technical Office for any enquiry