Our range of pumps meets API (American Petroleum Institute) regulations. This guarantees both a robust construction and the lowest possible maintenance that Oil & Gas applications demand.
TecamySer® Iber API (American Petroleum Institute) compliant and ATEX-certificated Helical Pumps range: The API676 ensures minimal maintenance during the lifetime of the equipment. This regulation standardizes for helical screw pumps included in the volumetric rotating pumps classification, the phases of design, manufacturing, selection, mounting, hydrostatic and control tests and presentation of installation or maintenance manual including technical data card.
TecamySer® Iber Helical pumps: TecamySer® Iber Helical pumps are used to dose and pump medium-high viscosity products, including non-Newtonians, generally non homogenous containing diluted gases, solid particles and/or fibres that cannot be emulsified or that can become foamy if shaken.
TecamySer® Mercury Helical vertical pumps: TecamySer® Mercury Helical vertical pumps are customized to fit the depth of the installation.
TecamySer®´s Triton Helical pumps for dewatered sewage: TecamySer®´s Triton Helical pumps for dewatered sewage is a technology reference for this application because of its oversized hopper that eases the intake of very dry products.
Diaphragm pumps for industrial applications: Diaphragm pumps for industrial applications manufactured in several materials, this range is specifically design to fit any industry application.
ATEX certified Diaphragm pumps: ATEX certified Diaphragm pumps, our clients have rewarded positively the solution offered by our Technical Office for the transferring of dissolvent, alcohols and other volatile liquids with ATEX certification request with groups manufactured in conductive PTFE. In addition, it has been also installed a conductivity sensor to reinforce its safety.
Metering pumps API compliant and ATEX certified: Metering pumps APIP compliant and ATEX certified for the injection of reactive products. TecamySer®´s metering pumps are known for their flow reliability and accuracy of the up to +-1 % guaranteed linearity and consistency. The product is transferred when time control is a priority.
Water Treatment submersible centrifugal pumps: Tecamyser®´s range offers a practical and efficient design. The range´s installed power covers from 18.5 to 95 kW.
Twin Screw Pumps: Twin Screw Pumps, recommended for the OEM and refineries with high flow transfer of critical products, chemical products, oil & gas process effluents: heavy fuels, hydrocarbons. Applications with higher or lower viscosity and higher or lower lubrication level.
Plastic centrifugal pumps: Plastic centrifugal pumps, with all its components manufactured in thermoplastic materials resistant to chemical products. Also available in fibreglass.
If you need further information, please download our sectoral catalogue.

Coke Sewage Transfer
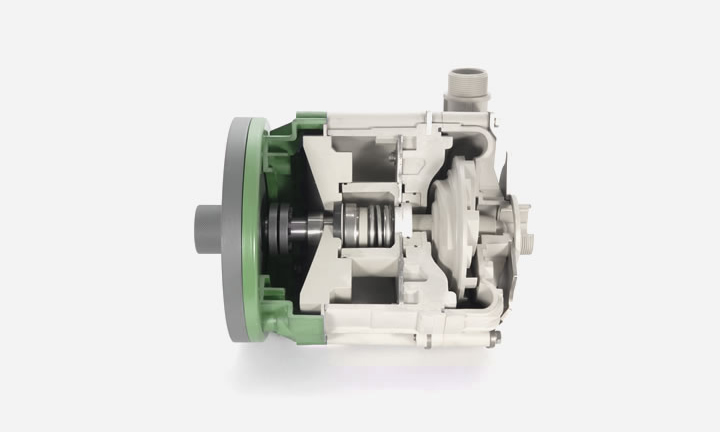
API 676 Compliant
Tecamyser® Iber helical pump with flange has been designed and manufactured in compliance with API 676 (American Petroleum Institute) regulations. This ensures minimum maintenance after purchasing and minimizes the number of stops. This pump is the result of a firm commitment in research, development and innovation. It has a patented joint thanks to the tested longer life of its components. It also includes wear resistant coupling rod bushes as standard and minimum deformation hardening that guarantees a high precision.

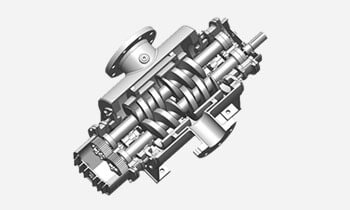
Hydrocarbon Transfer or Heavy Fuels
Twin Screw Pumps
For the heavy industry most demanding applications OEM machinery manufacturers and refineries used this technology to transfer high flows. Suitable for main chemical and petrochemical applications such as Hydrocarbons, heavy fuels and other effluents with high or low viscosity and higher or lower lubrication.

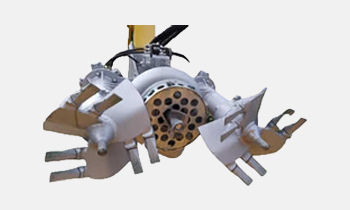
Hydrocarbon Transfer with Hydrofluoric Traces
Diaphragm ATEX Pump in Conductive PTFE
We offer this pumping solution where safety is very important and possible leakage can be hazardous. Pump´s barrier chamber is installed between two diaphragms on both sides of the pump. A conductivity sensor placed in this chamber monitors the conductivity of the product between chambers. In case any diaphragm is damaged, the sensor detects a conductivity change.

Biomass Transfer
Oversized Hopper + Robust conveyer
It is designed with an oversized hopper and a very robust conveyer that eases the intake of high dryness products. This pump offers minimum maintenance thanks to the high corrosion and abrasion resistant rotor that is manufactured in deep hardened stainless steel and to the joint design. The rubber sleeve is totally protected inside the conveyer and thus exposure to product avoided. The dismountable cone between hopper and stator makes maintenance easier.




Would you like to receive more information about our products?
Contact now our Technical Office for any enquiry