Mantenimiento más simple
El cono desmontable opcional facilita el desmontaje de la bomba sin tener que desmontar la tolva para sustituir piezas de desgaste habitual. Las Bombas TecamySer® Palas tanto para la cabecera de las líneas como en el punto de rechazo de producto mejoran sustancialmente la experiencia de mantenimiento.
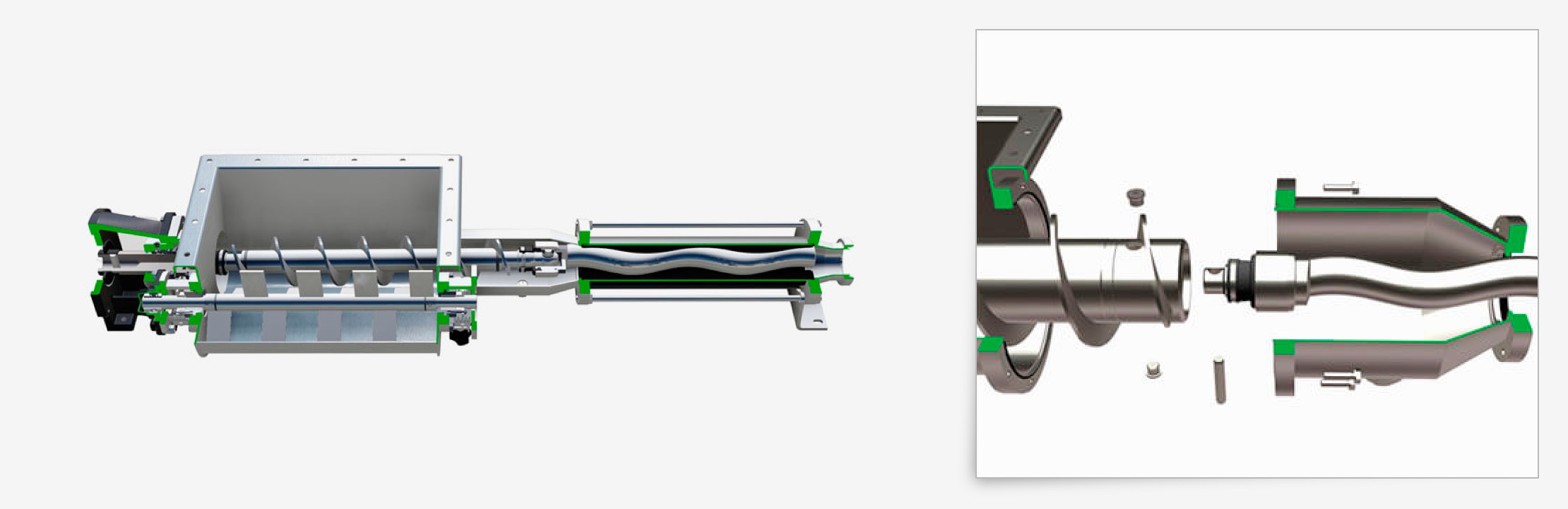
El diseño conforme a la normativa EHEDG de de la gama de Bombas Helicoidales TECAMYSER® KEFIR mejora sustancialmente la sanitización de la bomba.
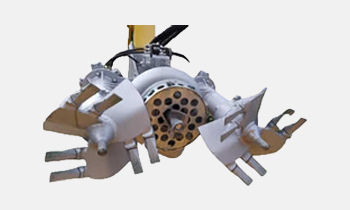
Tres tipos de articulación disponibles
Articulación Patentata
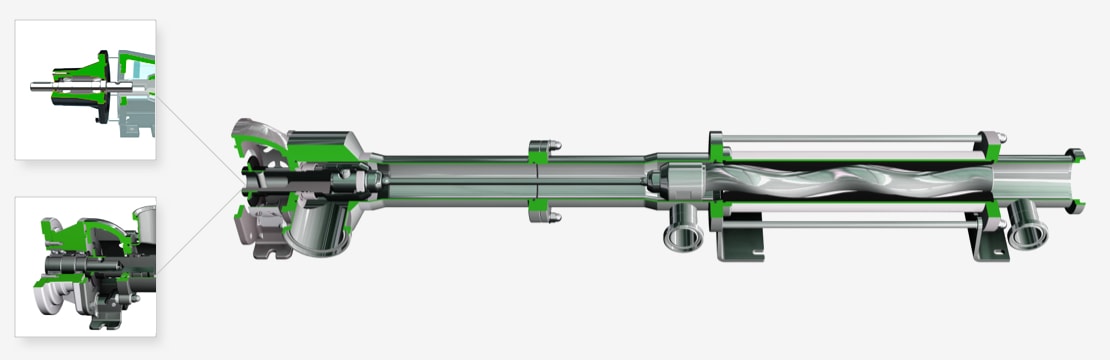
La articulación de bulón cerrado está patentada por su mayor vida útil comprobada. A su mejor rendimiento mecánico se suma el diseño compacto que ofrece un mayor paso a sólidos.
Protector para la articulación disponible
Al nuevo perfil del mangón que protege mejor la articulación se suma la posibilidad de incorporar el protector opcional de la articulación.

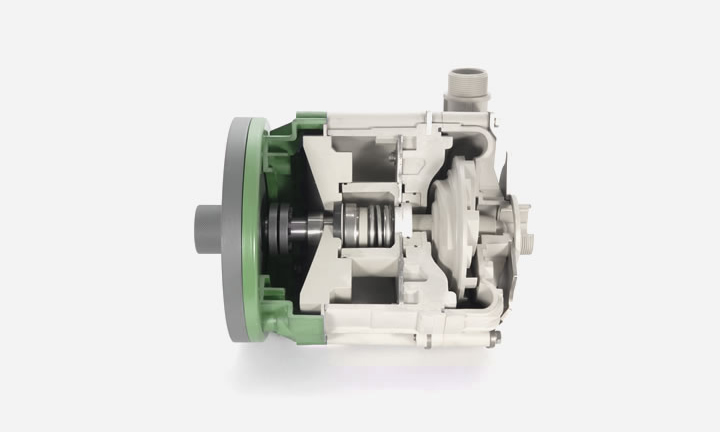
Cierre mecánico
El posicionamiento del cierre mecánico en la bomba minimiza las paradas por rotura y simplifica los procesos de limpieza CIP/SIP.
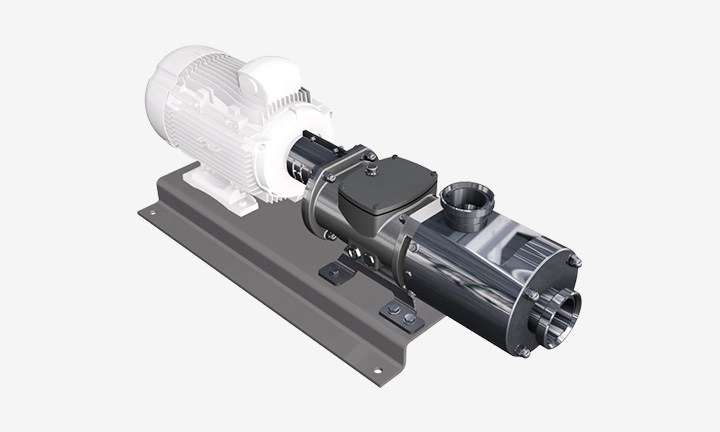
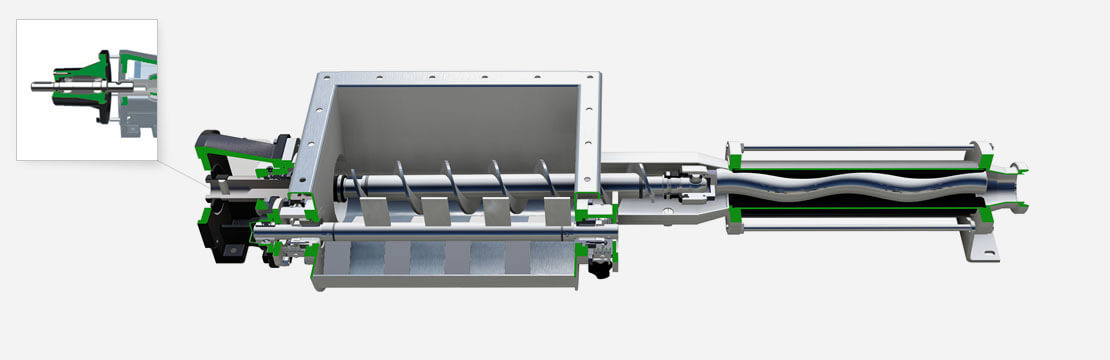
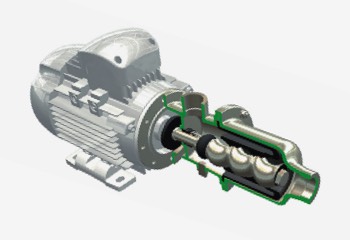
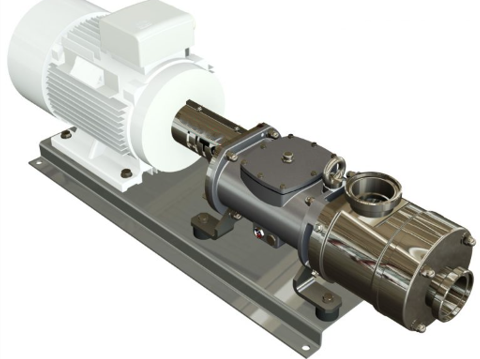
El diseño conforme a la normativa EHEDG de la GAMA HIGIÉNICA DE DOBLE HUSILLO TECAMYSER® TWIN es muy compacto y robusto.


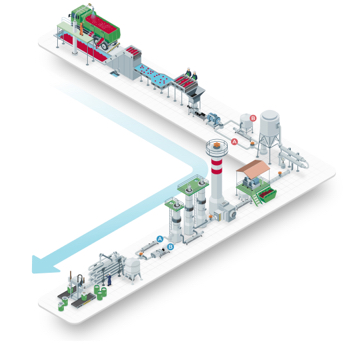
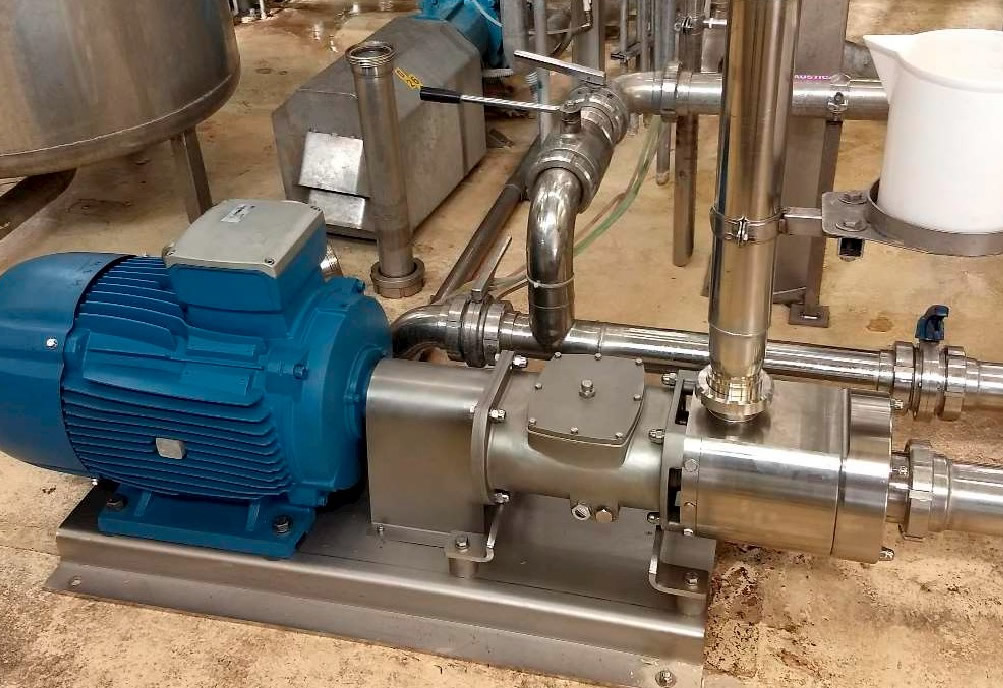
Recepción de tomate en cabecera
Con esta compacta solución de ingeniería se duplica la capacidad de bombeo desde una única tolva de recepción a la vez que se maximiza el espacio disponible.

Bombeo de Tomate Concentrado
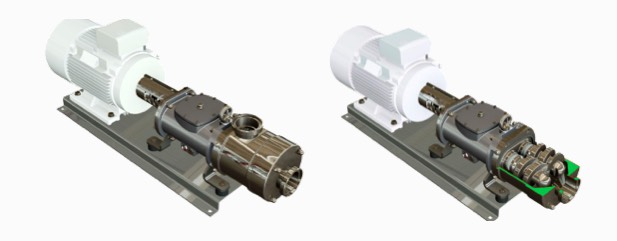
Soporte de rodamientos modular
Bombas Tecamyser® Helicoidales KEFIR
El innovador y robusto módulo de rodamientos reforzados con rodillos cónicos de doble hilera, está también disponible después del momento de la inversión.

Bombeo en línea de tomate en polvo
Bombas Tecamyser® Helicoidales KEFIR
Hasta 72 bar.
La posibilidad de incorporar tres opciones de articulación: eje flexible, abierta sin mangón y de bulón cerrado permite minimizar el mantenimiento con la mejor selección en función del producto y las condiciones de trabajo.

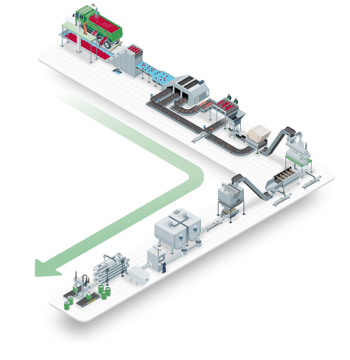
Bombeo de tomate en dado
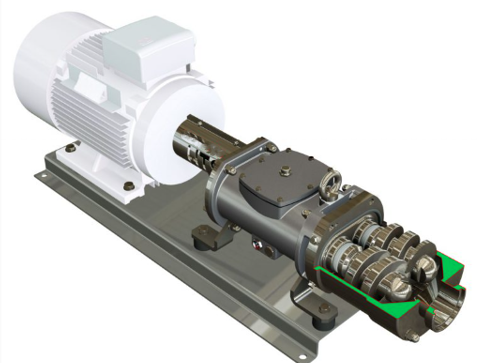
Bomba TecamySer® de doble husillo TECA TWIN
La tecnología de doble husillo garantiza un trasiego delicado del producto.
Llenado aséptico
Bomba TecamySer® de doble husillo TECA TWIN
Diseñada en conformidad a los requerimientos higiénicos y de sanitización EHEDG.
Bombeo de Aceite con Licopeno
Con mínimo mantenimiento gracias a su estator en voladizo.

Dosificación de ácido cítrico
Gama Bomba Dosificadora de Membrana Mecánica
La mayor ventaja de esta gama viene dada por la resistencia de su membrana de teflón reforzado testada a 43 bares de presión. También están disponibles la gama SMART de dosificación con control avanzado con rango de regulación hasta 1:3000.

Bombas de Vaciado de Bidones






¿Desea más información acerca de nuestros productos?
Contacte ahora con nuestra oficina técnica para asesorarle sobre sus necesidades